Abel-black is a self-black stainless steel which is best furnished with functionality and design ability.


- TOP
- Quality Assurance, Inspection System
- Process of each surface treatment
Abel-black Quality Assurance
/ Inspection Structure
Receiving inspection
Check the status of the received products and provide proper treatment if needed.
- Check of scrape, deformation, stain, polish unevenness, etc.
- Check of dirt and wiping with organic solvent if needed.
Degreasing treatment
Remove surface residual oil by degreasing treatment.
Washing
Remove degreasing agent completely by washing.
Black coloring treatment
Treatment will be carried out upon the properly input treatment conditions.
Washing
Remove treatment solvent completely and check with PH test paper.
Pure water washing
Rinse cleaning with deionized water of 1μS and below of electrical conductivity is to be carried out in order to prevent the occurrence of water stain etc.
Drying
Clean air drying or clean heat air drying prevent sticking impurities.


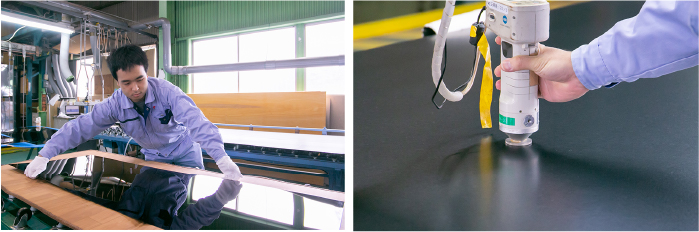
Final inspection
Check scrape, deformation, stain, color unevenness with visual inspection.
Evaluation of quality with inspection tools
- Color difference control with the colorimeter
- Measurement of brilliance with brilliance tester
- Measurement of light reflex rate as to optical related parts
Packaging
- Covering with protective films (for construction application)
- Packaging with clean-paper
- Packaging with poly bag, etc
*Packaging shall be made according to the indications agreed with separate mutual discussions.
Quality Assurance and Inspection Structure of
stainless electrolytic polish and chemical polish
Receiving inspection (material)
Check the status of the delivered in products and give proper treatment.
- Check of scrape, deformation, stain, polish unevenness, etc.
- Check the dirt and give wiping with organic solvent if necessary.
Degreasing treatment
Remove residual oil from the surface with degreasing treatment.
Washing
Remove the degreasing agent completely
Acid cleaning
Remove burning mark from the welded spot, if necessary.
Electrolytic polish and chemical polish treatment
Treatment differs depending upon the dimensions, shapes, applications and customer’s requests if any.


Washing
Remove medical fluid that remains in the gaps with high pressure jet water wash, and check with PH test paper
Passivation treatment
In order to make the passivate film procured after treatment stable, the subject substance will be dipped in the nitric acid solvent.(Only if necessary)
Pure water washing
The subject substance will be made rinse cleaning with deionized water of electrical conductivity of 1μS and below, in order to prevent the occurrence of water stain.
Drying
Sticking of impurities shall be prevented by clean air drying or clean heat air crying.
Final inspection
White glove test will check if impurities remain on the surface or not.
Visual inspection check if any scrape, deformation, stain, or color unevenness remains or not.
Quality evaluation using inspecting devices
- Measurement of brilliance by the brilliance tester
- Measurement of roughness
- Inspection of residual ion and oil by spectrophotometer
- Measurement of dissolved amount by weighing scale


Packaging
- Packing with clean paper
- Packing with poly bag, etc
* Packaging shall be done according to the indications separately agreed between the parties.
* Above mentioned process has been standard which may varies depending upon the quality of the subject products.
